
Latest Products






Contact Us
Add: No.21, D Zone Jingjinluji Industry Park, Xingfu Road, Dezhou City, Shandong, China
Whatsapp/Wechat: +8615165964868
SKYPE: susanleeguobin
Email: dzguanlu@dzguanlu.com
Official webiste: www.dzgljc.com

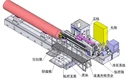
Combined CNC BTA Deep Hole Drilling And Gundrilling Machine
Combined CNC BTA Deep Hole Drilling and Gundrilling Machine
Description
ZSK2107F × 1500 Combined CNC BTA Deep Hole Drilling and Gundrilling Machine


Combined CNC BTA Deep Hole Drilling and Gundrilling Machine Tool Overview
1.1 Processing scope
Drilling methods: gun drilling method (external chip removal) and BTA method (internal chip removal)
Gun drill drilling range: φ10-φ30mm
BTA drilling range: φ25-φ70mm
Maximum processing depth: 1500mm
1.2 The machine tool adopts a single spindle structure. The gun drill and BTA share one of spindles, which is suitable for processing coaxial holes on shaft parts; When converting between gun drill and BTA, it is necessary to manually change tools, auxiliary tools and switch oil circuits, so that the conversion between the two processing methods can be realized.
1.3 During machining, the tool and workpiece rotate relatively, and the tool is fed.
1.4 Workpiece clamping
The three-jaw chuck on the bedside box clamps one end of the workpiece, and the conical disc at the other end presses the workpiece tightly. (The outer circle of the workpiece is chamfered by 2 × 30 °).
1.5 The guide rails used on the machine tool are rectangular guide rails.
1.6 CNC system: Simens 808
1.7 Drilling box
The servo main motor is used to drive the spindle to rotate through the synchronous belt and synchronous pulley, which can realize stepless speed regulation, and the maximum speed of the spindle is 2000r/min; The spindle is driven in front, which is beneficial to protect the main motor and facilitate tool change. The gun drill machining method and the BTA machining method share one set of spindles
1.8 Headstock
Driving the workpiece to rotate with a constant rotational speed of 20r/min; The spindle can axially move the jacking and loosening part under the control of the hydraulic system.
1.9 Tool feed system
The structure of ball screw driven by servo motor can realize stepless speed regulation of cutter feed.
1.10 Drill pipe support
2 sets, supporting drilling bars.
1.11 Cooling System
It is mainly composed of a set of frequency conversion high-pressure pump set, a set of quantitative high-pressure pump set, a chain plate chip removal machine, an oil cooler, a filter device, etc. On the CNC system operation station, assemble the cooling system pressure adjustment knob and flow adjustment panel.
1.12 Basic parts such as bed and box are cast with resin sand and have undergone twice aging treatment. The oil return tank of the bed body is inclined and will not store oil.
1.13 Guide frame
It is used for tool guidance, chip removal and supporting tool bars. The front end there of is equipped with a guide sleeve for tool guidance; The rear end is equipped with a cutter bar support sleeve for supporting the cutter bar.
Gun drill and BTA processing methods are shared; During gun drilling processing, the guide frame can remove chips; In BTA machining mode, the guide frame can supply oil for the tool; The guide frame is integrally fixed on the bed body.
1.14 The machine tool is equipped with a T-slot worktable; There is an oil return groove around the bed body, and an oil baffle plate is installed on the oil return groove.
Combined CNC BTA Deep Hole Drilling and Gundrilling Machine Parameter :

Contact : Lean Lee
Mob : 008615153489973
Email : export@dzguanlu.com
Hot Tags: combined cnc bta deep hole drilling and gundrilling machine, China, suppliers, manufacturers, factory, customized, price, cheap, company, cost, for sale
You Might Also Like





