
Latest Products







Contact Us
Add: No.21, D Zone Jingjinluji Industry Park, Xingfu Road, Dezhou City, Shandong, China
Whatsapp/Wechat: +8615165964868
SKYPE: susanleeguobin
Email: dzguanlu@dzguanlu.com
Official webiste: www.dzgljc.com

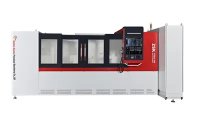
ZSK2104DZ CNC Deep Hole Drilling Machine
This CNC deep hole drilling machine adopts external chip removal drilling method (gun drilling method) for small-diameter hole machining, featuring high efficiency, high precision and high automation. It can achieve the machining accuracy and surface roughness that normally require sequential drilling, boring and reaming processes in one continuous drilling pass. The machine is capable of drilling equal-diameter deep holes, as well as machining blind holes and stepped holes. It is mainly used for deep hole processing of shaft-type workpieces.
Description
1.Machine Tool Application
This CNC deep hole drilling machine adopts external chip removal drilling method (gun drilling method) for small-diameter hole machining, featuring high efficiency, high precision and high automation. It can achieve the machining accuracy and surface roughness that normally require sequential drilling, boring and reaming processes in one continuous drilling pass.
The machine is capable of drilling equal-diameter deep holes, as well as machining blind holes and stepped holes. It is mainly used for deep hole processing of shaft-type workpieces.
1.1Gun Drilling Principle
The machine adopts internal oil supply and external chip removal. Cutting fluid flows through the rotary joint at the tail end of the spindle in the drill box, the inner bore of the drill box spindle and the inner hole of the tool bar to reach the cutting edge. The cutting fluid carries chips out through the V-shaped groove on the outer surface of the tool bar into the guide support, and then flows into the chip conveyor.
1.2 Workpiece Clamping
Taper discs are mounted on the front ends of the spindle of the headstock and the guide support. The hydraulic system controls the axial movement of the headstock spindle. Relying on the chamfers at both ends of the taper discs and the workpiece, the workpiece can be automatically clamped and positioned. Customers shall provide the chamfer dimensions at both ends of the workpiece as well as the workpiece overall dimensions when ordering the machine tool.

1.3 Linear Guides of the Machine
The machine is equipped with ball linear guides.

1.4 CNC System: GSK
1.5 The machine is equipped with full enclosure protection.
1.6 Drill Box
The spindle is driven by a servo main motor via timing belts and timing pulleys to realize stepless speed regulation. The spindle speed range is 500~3000 r/min, and the power of the main motor is 15 kW.
A Korean rotary joint is installed at the rear end of the spindle to provide stable cooling fluid supply for deep hole machining and ensure normal cutting operation of the machine tool.
Ball linear guides are adopted for the movement of the drill box, which extends the service life of the machine tool.

1.7: Machine Bed
Since the headstock requires custom fabrication, the machine bed also needs to be tailor-made.
The machine bed features a three-sided fully enclosed structure with rationally arranged reinforcing ribs, delivering sufficient rigidity to meet the requirements of high-speed cutting. T-slot worktables are machined onto the bed, where the tool feed system is mounted.
1.8 Tool Feed System
It is used to drive the tool to perform feed motion.
A servo motor drives the ball screw to realize tool feed movement.
The nut on the ball screw adopts a double-nut structure, which is lubricated at fixed time intervals with fixed oil volume by an automatic lubrication station.
Special bearings for lead screws are fitted at both ends of the screw, adopting a bearing configuration with one end fixed and the other pre-tensioned.
1.9 Drill Rod Supports
Two sets are provided to accommodate a maximum drilling length-to-diameter ratio of 100:1.
1.10 Headstock
The headstock is custom-manufactured to clamp workpieces up to 600 mm in length.The headstock drives workpiece rotation at a fixed spindle speed.A standard motor drives the headstock spindle via a gear reducer, timing belt and timing pulleys.
The entire headstock can be manually moved axially and locked onto the T-slot worktable with locking blocks once positioned.The headstock spindle is capable of axial travel under hydraulic system control for workpiece clamping and positioning. Ball linear guides are adopted for this spindle travel motion.
2 Main Machine Tool Parameters
Technical Specifications, Parameters, Remarks
Working Range
Drilling diameter range: Φ3~Φ40mm
Maximum workpiece length: 1000mm
Maximum machining depth: 1000mm
Number of spindles: 1
Workpiece outer diameter range: Φ100~Φ600mm
Machine Tool Performance
Z-axis (tool feed)Feed speed range: 5~500mm/min
Rapid traverse speed: 3000mm/min
Motor torque: 10Nm
Drill rod
Maximum rotational speed: 3000r/min, stepless speed regulationMain motor power: 15KW
HeadstockSpindle speed: 20r/min
Motor power: 2.2KW
Cooling System
Maximum pressure: 10MPa
Maximum flow rate: 150L/min
Oil tank capacity: 1000 liters
Others
Approximate total power of machine tool: 30KW
Approximate total weight of machine tool: 8 tons
Machine tool footprint: 5m×4m
Hot Tags: zsk2104dz cnc deep hole drilling machine, China, suppliers, manufacturers, factory, customized, price, cheap, company, cost, for sale
You Might Also Like





