
Latest Products






Contact Us
Add: No.21, D Zone Jingjinluji Industry Park, Xingfu Road, Dezhou City, Shandong, China
Whatsapp/Wechat: +8615165964868
SKYPE: susanleeguobin
Email: dzguanlu@dzguanlu.com
Official webiste: www.dzgljc.com

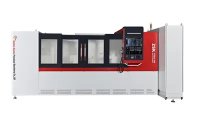
Twin Barrel Deep Hole Drilling And Boring Machine
CNC twin barrel deep hole drilling and boring machine
Description
Twin barrel Deep Hole Drilling and Boring Machine

Twin barrel deep hole drilling and boring Machine Tool Overview
2.1 Machine Tool Machining Range
Drilling range: Φ 40~ Φ 160mm
Boring range: Φ 40~ Φ 360mm
Workpiece outer diameter range: Φ 90~ Φ 500mm
2.2 Machine Tool Functions: Drilling and Boring
2.2.1 Drilling: BTA drilling method, cutting oil is supplied to the tool through the gap between the oil pressure head, the tool bar and the hole wall, and discharged through the inner hole of the tool bar with chips.

2.2.2 Boring: Cutting oil is supplied to the tool through the gap between the oil pressure head the tool bar and the hole wall, and discharged through the bottom hole of the workpiece with chips. During the machining process, the tool moves in the direction close to the headstock.

2.2.3Trepannning: internal oil supply and external chip removal. Cutting oil is supplied into the tool through the inner hole of the tool bar and discharged with chips through the gap between the outer wall of the tool bar and the hole. (Optional)
2.2.4The machine has different functions , just need to replace the different cutting tools .
Solid drilling: To drill a hole on the solid bar with the BTA drill head .
Trepanning hole (Optional): To make a hole on the solid bar by trepanning head,meanwhile a solid core can be achieved . (If the workpiece material is very expensive, normally choose this method) .
Rough boring : To expand the hole of a tube by the rough boring head . (Ra6.3-Ra12.5)
Fine boring : To improve the surface roughness of inner hole by fine boring head . (Ra3.2-Ra6.3)
Burnishing : To improve the surface roughness of inner hole by burnishing head. (Ra0.2-Ra0.8)
2.3CNC deep hole drilling and boring machine Main structure of machine tool
2.3.1 Main components of machine tools
Bed body, Headstock, oil pressure head, tool bar support, drilling box, sliding guide rail, rack and pinion, cooling system, control system, electric box, workpiece bracket, center frame, etc.
2.3.2 Workpiece clamping
The manual three-jaw chuck on the headstock box clamps one end of the workpiece, and the manual three-jaw chuck of the oil pressure head clamps the other end of the workpiece.
Workpiece clamping diagram
2.3.3 Machine Tool Control System
Control System: SIEMENS-828D
X-axis: The oil pressure head moves, and the servo motor drives the rack and pinion through the speed reduction mechanism
Z-axis: Longitudinal feed motion of drilling box, servo motor drives rack and pinion mechanism (double gear transmission) through reducing mechanism.
2.3.4 The foundation parts such as box body, bed body and pallet are precision cast with high-quality cast iron. After casting, they are subjected to two aging treatments to eliminate internal stress, stabilize the structure and size, and improve mechanical properties.
2.3.5 Bed
The bed body is cast with resin sand and normalized after casting. The bed body adopts a split structure, which is assembled together using high-strength bolts and positioned with tapered pins.
Double rectangular sliding guide rail is adopted, precision grinding, and the guide rail surface has high quenching hardness.
The bed body is fitted with a helical rack for tool feed transmission, and the rack is precision machined and quenched. The machine tool has large load bearing, sufficient rigidity and stable transmission.
V-shaped inclined bars are arranged inside the bed body, which has high support strength and is not easy to deform; The outer wall of the bed body directly supports the guide rail, the guide rail can bear large cutting force, the guide rail has good rigidity, and is not easy to deform and shake in the processing process, which is beneficial to improving the processing quality and efficiency of the machine tool.
An oil return groove is cast around the bed body, an oil retaining cover is installed on the oil return groove, and the cutting oil on the bed body is automatically returned to the cooling oil tank.
2.3.6 Headstock
It is used for driving the workpiece to rotate and is fixed at the left end of the bed body.
Manual 3-gear, stepless speed adjustment in gear, using servo spindle motor to drive the spindle to rotate through belt and gearbox, and manual chuck is assembled at the front end of headstock for clamping workpieces.
Made by precision grinding of gears; The gear tooth surface is treated with high frequency quenching, so that the gear can obtain high strength, high hardness, high wear resistance and high fatigue limit, and can bear relatively large alternating load and impact load.
The external lubricating oil tank is for circulating lubrication of gears and bearings, and a low liquid level alarm device is installed in the oil tank.
A button plate is installed on the headstock body, which has the functions of spindle jog, feed forward, feed backward and emergency stop.
2.3.7 Oil pressure head
Used for tool guidance, tool oil supply, tool bar support.
Servo motor is used to drive its axial movement, which can adapt to the machining of different lengths of workpieces, as well as tightening and loosening of workpieces. The servo motor can operate in torque mode or position mode.
The slewing bearing of the oil dispenser is installed inside the body of the oil dispenser, which has good rigidity and high slewing accuracy.
The rotary seal is installed on the outside of the right end of the oil dispenser body for easy maintenance.
A tool bar support sleeve is installed at the right end of the oil dispenser, which is used to support the tool bar.
The left end of the oil dispenser is equipped with a guide sleeve, a conical disc and an oil retaining device. The conical disc is used for positioning the workpiece, and the guide sleeve is used for guiding the cutter.
The oil retaining device has a push-pull structure, and an oil receiving box is installed at the lower part of the oil retaining device so that the cutting oil flows back to the oil tank.
2.3.8 Drilling box
For driving cutter rotation, mounted on feed pallet.
Manual 3-gear, in-gear stepless speed adjustment, using servo spindle motor to drive the spindle to rotate through belt, pulley and gear train.
The left end of the spindle is fitted with a tool holder connecting sleeve for clamping the tool.
A chip discharge hopper is installed at the right end of the spindle for discharging chips.
Made by precision grinding of gears; The gear tooth surface is treated with high frequency quenching, so that the gear can obtain high strength, high hardness, high wear resistance and high fatigue limit, and can bear relatively large alternating load and impact load.
The external lubricating oil tank is for circulating lubrication of gears and bearings, and a low liquid level alarm device is installed in the oil tank.
2.3.9 Toolbar Bracket
For supporting a tool bar;
It adopts a high rigidity integral structure with a support sleeve on it, which can absorb the impact and jitter generated in the processing process.
Install the automatic hanging and pulling mechanism, when the tool is withdrawn, the feed pallet can automatically pull the tool bar bracket back to the initial position.
2.3.10 Cooling System:
It is mainly composed of dirty oil tank, net oil tank, chain plate chip dispenser, drum filter, oil cooler, etc., which provides enough cutting oil for deep hole processing.
Above-ground fuel tank, the fuel tank is fully welded with high-quality steel plate.
The pressure, level, temperature and flow of cutting oil can be displayed digitally on the control station.
Chip discharger: discharge chips and leak cutting oil into dirty oil tank
Oil cooler: Cooling cutting oil
Drum Filter: Filters the impurities inside the cutting oil.

2.3.11 Feed Pallet
Used to drive the axial movement of the tool.
The servo motor drives the double gear structure through the reducer, rack modulus 6, helical rack.
The automatic lubrication station is used for the time and quantitative lubrication of the sliding rail surface.
A button plate is installed on the pallet, which has the functions of drill pipe box spindle jog, feed forward, feed backward and emergency stop.
Double gear transmission: A servo motor is divided into two transmission gears through the gear train, and the rack on the bed body is used to drive the cutter forward and backward.
2.3.12 Lubrication System
The sliding guide rail surface of the feed pallet is lubricated by automatic lubrication station at time and quantitatively, and has the function of low liquid level alarm.
The bearings and gears of the bedhead box are circularly lubricated by independent external oil tank, and have the function of low liquid level alarm.
The bearings and gears of the drill pipe box are circularly lubricated by independent external oil tank, and have the function of low liquid level alarm.
The oil dispenser support plate and the tool bar support support plate are lubricated by manual lubrication pump.
2.3.13 Workpiece carrier
For workpiece pre-positioning.
The operator first places the workpiece on the workpiece bracket, and after the workpiece is clamped and positioned, the workpiece leaves the bracket.
The V-shaped frame on the workpiece carrier is manually raised and lowered using the T-shaped screw.
2.3.14 Center Frame
For supporting workpieces; Three-point closed center frame structure, two lower rollers and one upper roller; The lower two rollers adjust the lateral position by means of a screw.
Contact : Lean Lee
Whatsapp : 008615153489973
Email : export@dzguanlu.com
Hot Tags: twin barrel deep hole drilling and boring machine, China, suppliers, manufacturers, factory, customized, price, cheap, company, cost, for sale
You Might Also Like





