
Latest Products






Contact Us
Add: No.21, D Zone Jingjinluji Industry Park, Xingfu Road, Dezhou City, Shandong, China
Whatsapp/Wechat: +8615165964868
SKYPE: susanleeguobin
Email: dzguanlu@dzguanlu.com
Official webiste: www.dzgljc.com

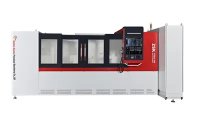
Hydraulic Cylinder Skiving And Roller Burnishing Machine
1. Main functions of the Hydraulic cylinder skiving and roller burnishing machine The Hydraulic cylinder skiving and roller burnishing machine model TGK60D is built for deep hole parts. This Hydraulic cylinder skiving and roller burnishing machine combines boring, skiving, and rolling in one...
Description
1. Main functions of the Hydraulic cylinder skiving and roller burnishing machine
The Hydraulic cylinder skiving and roller burnishing machine model TGK60D is built for deep hole parts. This Hydraulic cylinder skiving and roller burnishing machine combines boring, skiving, and rolling in one setup, making it a true compound machining tool. It works well for hydraulic cylinders, spindle holes, cylinder bores, and cooling holes. After machining, hole diameter accuracy reaches IT7–IT9, and inner surface roughness after rolling is Ra0.1–0.8 μm.
All castings use a box-type design, optimized by finite element analysis, giving reasonable weight, high rigidity, and good precision. High-strength cast iron and resin sand molding are used. After casting, all parts are normalized to remove internal stress. After rough machining, another normalization further removes casting stress and machining stress, ensuring stable accuracy.

2. Machining and chip removal methods of this Hydraulic cylinder skiving and roller burnishing machine
This Hydraulic cylinder skiving and roller burnishing machine keeps the workpiece fixed while the cutter rotates and feeds. Both ends of the workpiece are clamped using taper disks and middle clamping.
Pneumatic skiving and rolling tool: compound tool, push boring and pull rolling, oil from oil pressure head, chips go forward through the part's inner hole.
Hydraulic skiving and rolling tool: compound tool, push boring and rolling, oil from oil pressure head, chips also go forward through the inner hole.
For cold-drawn pipes with inner holes from Φ50 mm to Φ600 mm, this Hydraulic cylinder skiving and roller burnishing machine completes skiving and rolling in one pass.
Machine tool layout and main components
The machine consists of: bed, headstock, boring bar box, feed system, workpiece support, clamping device, oil distributor, boring bar support, cooling system, and CNC system.
Bed
Two rectangular guide rails, bed width 960mm, rail span 800mm. Rails are quenched for wear resistance. The bed is split, joined by high-strength bolts and taper pins. A high-precision rack is on the front rail's inner side, moving the boring bar box (Z1 axis), oil head (Z2 axis), and supports. Guide rail oil return grooves have leak-proof covers.

Headstock
At the bed's left end, the headstock has a taper disk and guide sleeve. The taper disk positions and tightens the workpiece; the guide sleeve supports the tool after machining. A chip discharge cylinder is at the left end, feeding chips and cooling oil into the chip conveyor.

Boring bar box
Fixed to the feed carriage, it drives tool rotation and feed. Main motor drives belt and gear system for spindle rotation, with stepless in-gear adjustment. Spindle front has a boring bar clamping sleeve. Spindle has mechanical locking (electrically interlocked) to prevent rotation when needed.
Feed system
The boring bar box sits on the carriage. The feed system includes servo motor, planetary reducer, gear, anti-backlash double gear shaft. The motor drives the gear shaft via reducer, moving the carriage along the rack. Anti-backlash design improves motion accuracy, stability, and tool life.
Workpiece carrier

Supports the workpiece during clamping, with working position slightly lower than the final clamping position. A reduction mechanism with trapezoidal screw connects to the bracket body. Manual handwheel moves the screw and bracket up/down along guide shafts, handling different outer diameters.
Servo clamping device

Uses servo motor and planetary reducer to drive a bidirectional trapezoidal screw for clamping. Self-centering, adjustable speed and clamping force. When multiple clamps are used, sequence can be set manually.
Oil pressure head
Core part of this Hydraulic cylinder skiving and roller burnishing machine, guides the tool, supplies cutting oil, supports the boring bar, and positions the workpiece. Front cone disk (60° angle) mates with the workpiece, custom-made. The oil head moves to handle different workpiece lengths, driven by a servo motor via worm gear and gear assembly.
Boring bar bracket

Supports the boring bar with a sleeve that absorbs shock and vibration. Hook design lets the bracket move with the boring bar box when retracting; at the set position, the hook auto-releases.
. Cooling system
Uses circulating liquid to cool and lubricate the cutting area and remove chips. Above-ground tank structure. Chips are removed, then oil goes through three-stage filtration: coarse screen → magnetic filter → drum fine filter.
Circulation: fine-filtered oil is pumped to the cutting area, flows through workpiece inner hole to headstock, chip conveyor, magnetic filter, then auxiliary tank, then fine filter again, back to clean oil tank. Flow rate is adjustable.
Machine Mainly Parameters:





Hot Tags: hydraulic cylinder skiving and roller burnishing machine, China, suppliers, manufacturers, factory, customized, price, cheap, company, cost, for sale
You Might Also Like




