
Latest Products







Contact Us
Add: No.21, D Zone Jingjinluji Industry Park, Xingfu Road, Dezhou City, Shandong, China
Whatsapp/Wechat: +8615165964868
SKYPE: susanleeguobin
Email: dzguanlu@dzguanlu.com
Official webiste: www.dzgljc.com

Deep Hole Scraping Rolling Burnishing Machine
Deep hole scraping rolling burnishing machine The machine consists of machine bed,machine head basement,job steady rest,hydraulic caliper,oil pressure head,oil pressure head carrier system,boring bar steady rest,high speed boring bar box,boring bar carrier infeeding system,coolant system,GSK...
Description
Deep hole skraping rolling burnishing Machine processing method and performance introduction:
TG2115 type CNC deep hole skiving roller and burnishing machine is a new efficient machine which can replace the original deep hole drilling and boring machine. This machine is with the advantages of large power , good rigidity, high efficiency, It can be used to process various of hydraulic cylinders , as well as through and taper hole of cylindrical workpieces .
The machine is mainly used to do boring and SRB process , it adopts workpiece locked , boring head rotation machining method . When boring, chips will be removed in front, supply oil by the grant oiler in middles of boring bar , back of the head frame remove chips . Length of boring bar can be changed . Rolling adopts backward pull rolling process method, with our high speed skiving roller&burnishing head , can process the cylinders with high efficiency . Instead of the traditional processing method as rough boring , fine boring and honing , the working efficiency can be improved 5-6 times .
Machine main technical specifications and parameters :
Items | Parameter | |
Working capacity | Boring hole diameter range | Φ40-Φ150mm |
Max. Workpiece length | 2000mm | |
Max. Workpiece clamped diameter | Ф180mm | |
Drill bar box spindle parameter | Center height | >300mm |
Taper of spindle bore | Φ80mm1:20 | |
Spindle speed range | 50-1200r/min(AC servo stepless) | |
Spindle output torque | ≥1000N.m | |
Feed parameters | Feed speed range | 5-2000mm/min(stepless) |
Carriage rapid move speed | 3m/min | |
Feed push force | 2600N | |
Process accuracy | Positioning length | 0-2m |
Fine boring accuracy | IT8-IT9 | |
Rolling accuracy | IT6-IT9 | |
Workpiece boring surface roughness | ≤Ra3.2um | |
Workpiece rolling surface roughness | ≤Ra0.4um | |
Workpiece roundness | ≤0.029/200mm | |
Motor capacity | Boring bar motor power | 45KW AC servo motor |
Hydraulic pump motor power | 1.5KW AC motor | |
Feed motor | 5.0KW AC servo motor | |
Output coolant pump motor power | 7.5KW, 2sets | |
Auto chips conveyor motor power | 1.5KW 1set | |
Centralized lubrication motor power | 0.75KW 1set | |
Others | Max. Head frame pre-tightening force on workpiece | 30KN |
Coolant system flow | 200L/min | |
Coolant system rated pressure | 2.0 MPa | |
Magnetic separator flow | 400L/min | |
Filter accuracy | 40μm | |
CNC system | SIEMENS808 | |
Machine overall layout and main components structure:
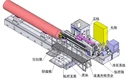
Machine overall layout:
The machine is composed by the bed body, head frame, grant oiler, boring bar box, boring bar feeding system,boring bar support, workpiece support rest ,Caliper, Automatic chips conveyor , coolant system ,hydraulic system, Electric control system ,automatic lubrication system and other major parts.
Machine main components structure:
Machine bed body
The bed body integral casting, vibration aging treatment, high stability, on both sides of the bed body is equipped with tank to cool oil and return back conveniently, prevent the coolant spillover.
The bed body processing two rectangular guide rails, guide rail by the medium frequency quenching, fine grinding, high rigidity, high precision, high wear resistance, despite the long time continuous work can still maintain a high stability and high precision, stability is better than line track.
Head frame of bed head
Head frame of bed body head contact with bed body guide rail, touching surface is filled with wear resistant adhesive to protect the guide rail from wearing , keep high stability and accuracy with long time continue working .
Head frame of bed head adopts full safety cover, with splash box, ensure the machine appearance clear and beautiful .
Grant oiler
Functions of grant oiler:A. Tighten and sealing workpiece;
B. Transfer coolant liquid;
C. Guide and support when boring holes . When boring and rolling the hole , assembly relative guide sleeve and support sleeve according to boring bar diameter , support the boring bar and control the feeding direction of tools .
Set up a splash semi-guard on the grant oiler, to ensure coolant not splash.
Boring bar box
Boring bar box is box type structure, motor is fixed on the top of boring bar box, can perform linkage with boring bar box though synchronous pulleys structure, with good transmission rigidity and good resistance to shock.
Boring bar speed can be stepless, speed adjust smooth .
For the lubrication, there is a peripheral circulation lubrication pump station, big lubrication flow, good lubrication cooling effect.
Boring bar box feeding system
Boring bar box feeding system by means of the servo motor through a gearbox to slow down, to realize the boring bar boxes fast forward by driving ball screw.
Boring bar brackets
Machine has boring bar brackets, and it plays a part in increasing the stiffness of the boring bar, reducing the vibration and stability of the boring bar, make it more smoothly when turns.
Boring bar bracket adopt the centripetal pressure bearing support, to ensure not only the accuracy of axial , but also the accuracy of radial, using the rotation of the bearing sets makes small rotational resistance and steady running.
Cooling system
Cooling system is in the side of the machine tool, the main parts are fuel tank, pump station, oil pipe, automatic chip removal machine and magnetic separator. The roles of the coolant are cooling and removing chips.
Chips removal and filtration system
The iron filings of boring are driven by cooling fluid, from the chip pipes at the back of the head frame of the head of a bed into the conveying groove of the automatic chip removal machine for the first separation filter of oil and chip, iron filings are carried by the conveyor belt into the car, cooling oil overflow into the magnetic separator after two partition precipitation filtering flows, to have the second separation filter of liquid and chip, absorb the tiny iron of coolant into the magnetic separator, liquid flow into the main tank, then through several partition precipitations, back into the another layer of main tank, inhaled by the filter element
paper. Guiding into the grant oiler after filtering, filtration precision is 40 microns.
Hydraulic system
Hydraulic system is equipped with independent hydraulic pump station,used for head bracket tighten cylinder, and control of pressure oil for grant oiler clamp cylinder .
Automatic lubrication system
The machine is equipped with automatic quantitative lubricating system, boring bar box carrier plate and head bracket adopts high pressure quantitative lubrication, boring bar box spindle uses large flow circulation lubrication, boring bar support rest adopts manual lubrication . The machine tool is equipped with lubrication hydraulic pump stations, all are installed independently.
Electric control system
Electric control system is unified controlled by Siemens numerical control system, makes the operation more humanized, can manual control when machine works, also can be used in automatic cycle control.
Low voltage electrical components all adopt Schneider brand products,wire using national standard products


Hot Tags: deep hole scraping rolling burnishing machine, China, suppliers, manufacturers, factory, customized, price, cheap, company, cost, for sale
You Might Also Like





