
Latest Products






Contact Us
Add: No.21, D Zone Jingjinluji Industry Park, Xingfu Road, Dezhou City, Shandong, China
Whatsapp/Wechat: +8615165964868
SKYPE: susanleeguobin
Email: dzguanlu@dzguanlu.com
Official webiste: www.dzgljc.com

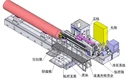
Deep Hole Drilling And Boring Machine For Twin Barrels
Processing capacity: Drilling range:Φ30~Φ120 mm Boring range: Φ40~Φ200mm Max. machining depth:5m Max. workpiece length: 5m Machine functions: Drilling Boring . Drilling: BTA drilling method with backward chip evacuation through the tool shank. Boring: Push Boring (or Pull boring)...
Description
Processing capacity:
Drilling range:Φ30~Φ120 mm
Boring range: Φ40~Φ200mm
Max. machining depth:5m
Max. workpiece length: 5m
Machine functions:
Drilling Boring .
Drilling: BTA drilling method with backward chip evacuation through the tool shank.
Boring: Push Boring (or Pull boring) method, chip removal forward through the bottom hole of the workpiece.
Machine tool machining mode: workpiece rotates, tool rotates and feeds; workpiece rotates, tool does not rotate, tool feeds.
The main purpose of the machine tool and the general arrangement
The machine tool is specialized in machining cylindrical shapes, with strong rigidity of the machine bed and good accuracy retention. It can be adapted to the internal hole machining of large workpieces. The spindle speed range is wide, and the feeding system is driven by AC servo motor, which can adapt to the needs of various deep hole machining processes. Oil pressure head servo jacking the workpiece.
Machine bed , headstock, oil pressure head, drill bar support rest, sliding guide rail, rack and pinion, coolant system, PLC control system, electric cabinet, center rest and so on .
workpice clamping:
Concentric hole machining
A manual four-jaw chuck on the headstock clamps one end of the workpiece, and an oil pressure head cone disk automatically clamps the other end of the workpiece.

Workpiece clamping sketch
Clamping of twin barrel-hole workpieces(Need to be ordered separately according to your actual OD )
Eccentric fixtures are mounted on the oil pressure head and headstock respectively. For longer workpieces, eccentric fixtures are mounted in the middle and supported by the center frame. Locating pin holes are machined on the eccentric fixture to locate the eccentricity of the workpiece.


Workpiece clamping sketch
Machine control system:
CNC system: Delta PLC
Z1 servo axis: longitudinal feeding movement of the drill box, servo motor drives the rack and pinion mechanism through the reduction mechanism.
Z2 servo axis: servo clamping of workpiece by oil pressure head, servo motor drives rack and pinion mechanism through reduction mechanism.
Box, bed, carrier and other basic parts are made of high-quality cast iron precision casting, and after the casting is completed, it undergoes two aging treatments to eliminate internal stresses, stabilize the organization and dimensions, and improve the mechanical properties.
Machine bed(cross-section)

The bed is cast in resin sand and normalized after casting. The bed adopts split structure, assembled together with high strength bolts and positioned with taper pins.
Double rectangular sliding guide rails are adopted with precision grinding and high quenching hardness of the guide rail surface.
The width ×thickness of single guideway=180mm×50mm, the total width of guideway is 800mm;; the bed body is assembled with inclined rack and pinion (modulo 6), used for tool feeding transmission, the rack and pinion is precision machined and quenched,, with high guiding accuracy and good wear resistance; the precision rack and pinion is installed in the middle of the bed body guideway, used for the pallet's feeding and fast moving. The machine tool has large load bearing, sufficient rigidity and stable transmission.
The bed body is arranged with V-type diagonal rib inside, which has high support strength and is not easy to be deformed; the outer wall of the bed body directly supports the guide rail, which can withstand large cutting force, and the rigidity of the guide rail is good, and it is not easy to be deformed and jittered in the process of machining, which is conducive to the improvement of machine tool's machining quality and efficiency.
The periphery of the bed is equipped with apron-type protection.
Headstock:
Used to drive the workpiece rotation, fixed in the left end of the bed, manual 3 gears, stepless speed regulation within the gear, the motor through the coupling, gear box to drive the spindle rotation, the front end of the head box assembled with a manual four-jaw chuck, used for clamping the workpiece.
The gear is precision ground and processed; the gear tooth surface is quenched by high-frequency quenching treatment, so that the gear can obtain high strength, high hardness, high wear resistance and high fatigue limit, and can withstand relatively large alternating loads and impact loads.
In order to improve the life of gears and bearings, lubricating oil circulation lubrication is adopted.

Headstock sketch for reference only
Oil pressure head(spindle type construction)
It is used for tool guiding, oil supplying and supporting; it adopts servo motor to drive its axial movement to adapt to the machining of workpieces of different lengths, as well as the top tightening and loosening of workpieces. The oil pressure head is installed with machine cooling and hydraulic display instrument on the front side, so that the machine tool can be dynamically displayed during machining, which is convenient for the operator to judge the machining condition of the machine tool.
The oil pressure head is driven by servo motor to tighten or loosen the workpiece with high precision and high rigidity; the whole oil pressure head adopts box structure with high precision and high rigidity.
In order to facilitate the operation of the machine, the oil pressure head has a unique design, only need to change the corresponding tool,
auxiliary tools, can realize the switch between drilling and boring, in the process of drilling or boring will not be due to high oil pressure caused by the oil pressure head backward.

Drill box part:
Used to drive the workpiece rotation, mounted on the feed pallet, manual 12-speed speed regulation, the motor through the coupling, gear box to drive the spindle rotation, the front end of the spindle shank connecting sleeve for clamping the tool bar.
The gears are precision ground and processed; the gear tooth surface is treated with high frequency quenching so that the gears can obtain high strength, high hardness, high wear resistance and high fatigue limit, and can withstand relatively large alternating loads and impact loads. In order to improve the life of gears and bearings, lubricating oil circulation lubrication is adopted.
The drill rod box has both rotating and fixed structure design, which can be locked when the drill rod is not required to rotate.

Drill bar support rest:
Supporting the tool bar and controlling the direction of movement of the drill bar; adopting a high rigidity integral structure, on which a support sleeve is assembled, which can absorb the impacts and jerks generated during the machining process.

Coolant system:
It mainly consists of oil tank, pump station, oil pipeline, chip storage box and oil return tank, etc. 3 sets of pump sets, according to the different processing hole diameter, through the knob on the button station can get three kinds of flow rate: 200 L/min, 500 L/min, 800 L/min. The oil tank is placed on the ground without digging a pit.

Feed system:
It is dragged by servo motor, and then drives the drag plate through gear and rack after speed change by gearbox to realize the fast feed and work feed of the drag plate. The feed is stepless speed regulation, the speed range is 0.5~1000mm/min.
Chip removal hopper: recycle iron chips and cutting fluid, prevent cutting fluid from splashing
When drilling, the internal chip removal method (BTA) is adopted, the cutting oil is supplied from the oil pressure head, enters the cutting zone through the annular-shaped cavity formed by the outer surface of the drilling rod and the machined surface, and is discharged backward (in the direction of the drilling box) through the inner hole of the drilling rod with the chips, enters the rear chip pipe, and flows into the chip catcher box.
When boring, external chip discharge is adopted, the cutting oil is supplied from the oil pressure head, enters the cutting zone through the annular-shaped cavity formed by the outer edge surface of the drill rod and the machined surface, and discharges forward (in the direction of the headstock) with the chips, enters the front chip discharge hopper, and flows into the chip catching box.
When boring, external chip discharge is adopted, the cutting oil is supplied from the oil pressure head, enters the cutting zone through the annular-shaped cavity formed by the outer edge surface of the drill rod and the machined surface, and discharges forward (in the direction of the headstock) with the chips, enters the front chip discharge hopper, and flows into the chip catching box.
Lubrication system
The machine is equipped with an intermittent lubrication system for the feed drag plate and an automatic alarm function for low oil quantity, so that the drag plate and feed screw can be adequately lubricated on the basis of maximizing oil saving, and the headstock and the drill rod box each have a set of their own lubrication device. The oil pressure head and drill rod holder are manually lubricated.
Electrical control system:
The main electrical components adopt Schneider brand, which is more stable and reliable. Greatly reduce the failure rate of the equipment Increase the stability of the machine tool.

Closed center frame:
Used to support the workpiece; three-point closed center frame structure, two rollers below, one roller above, rollers with tapered roller bearings; the two rollers below are adjusted for transverse position by means of a screw; the position of the center frame on the bed rail is adjusted manually by means of a rack and pinion. It mainly plays the role of supporting the workpiece. Closed center frame is an auxiliary device for workpiece clamping, i.e., it can be used for drilling long and thin shafts, and it can also be used for processing workpieces with large and long diameters.

Machine main technical parameters
|
Specification |
Parameters |
Remark |
||
|
Working capacity |
Drilling diameter range |
Φ30~Φ120mm |
/ |
|
|
Boring diameter range |
Φ40~Φ200mm |
/ |
||
|
Max. processing depth |
500~5000mm |
/ |
||
|
Workpiece length range |
Φ500~Φ5000mm |
/ |
||
|
Machine |
Z1 axis |
Feeding speed range |
0.5~1000mm/min |
stepless |
|
features |
(Feeding carrier) |
Servo motor |
35Nm |
/ |
|
Z2 axis (Oil pressure head movement) |
Rapid move speed |
3000mm/min |
/ |
|
|
Servo motor torque |
27Nm |
/ |
||
|
Drill box |
Rotary speed range |
50~500r/min |
Manual 12-speed speed control |
|
|
Motor power |
30KW |
|||
|
Gear level |
Manual 12-speed speed control |
|||
|
Headstock |
Rotary speed range |
4~440r/min |
Manual 3-speed, stepless speed regulation within the gears |
|
|
Motor power |
45KW |
Servo spindle motor |
||
|
Spindle front taper hole |
Metric 140 |
|||
|
chuck |
Φ630mm(Manual 4-jaw) |
|||
|
Others |
Height from spindle center to top of guideway |
625mm |
/ |
|
|
Max. swivel diameter on the bed |
Φ1250mm |
/ |
||
|
Clamping diameter range of center frame |
Φ100~Φ650mm |
/ |
||
|
Total power of the machine |
120KW |
/ |
||
|
Load capacity |
10 tons |
/
|
||
|
Machine floor space |
19.5m ×3.8m |
/ |
||
|
Machine weight (approx.) |
30 tons |
/ |
||
|
Coolant system |
Max. pressure |
2.5MPa |
/ |
|
|
Max. flow |
800L/min |
/ |
||
|
Cooling motor power |
11KW, 3 groups |
/
|
Machine main configurations list
|
Series |
Name |
Supplier |
|
1 |
Control systems |
Delta PLC |
|
2 |
Servo feed motor |
Chinese famous brand |
|
3 |
Headstock main motor |
MK |
|
4 |
Drill box main motor |
Chinese famous brand |
|
5 |
Headstock spindle bearing |
HVL |
|
6 |
Drill box spindle bearing |
HVL |
|
7 |
Main electrical components |
|
|
8 |
Rack and pinion |
Chinese famous brand |
|
9 |
Headstock chuck |
Chinese famous brand |
 or SIEMENS
or SIEMENS
|
Standard parts |
Optional parts |
|
Machine bed |
Cutting tools |
|
Headstock |
Auxiliary toolings |
|
Drill box |
Cutting oil |
|
Workpiece carrier x2 |
Auto chips conveyor |
|
Drill bar support x2 |
Oil chiller |
|
Oil pressure head |
|
|
Coolant system |
|
|
Eccentric fixtures |
|
|
Lubrication system |
|
|
PLC |
|
|
Electric cabinet |
|
|
Machine User Manual |
|
|
Center frame |



Hot Tags: deep hole drilling and boring machine for twin barrels, China, suppliers, manufacturers, factory, customized, price, cheap, company, cost, for sale
You Might Also Like





