Latest Products








Contact Us
Add: No.21, D Zone Jingjinluji Industry Park, Xingfu Road, Dezhou City, Shandong, China
Whatsapp/Wechat: +8615165964868
SKYPE: susanleeguobin
Email: dzguanlu@dzguanlu.com
Official webiste: www.dzgljc.com

ZSK2605 Six Axis CNC Deep Hole Drilling Machine With Milling Function
ZSK2605 Six Axis CNC Deep Hole Drilling Machine with milling function – Overview The ZSK2605 Six Axis CNC Deep Hole Drilling Machine with milling function supports two drilling methods. BTA drilling: cutting oil is fed through the gap between the oil pressure head, tool bar, and hole wall, then...
Description
ZSK2605 Six Axis CNC Deep Hole Drilling Machine with milling function – Overview
The ZSK2605 Six Axis CNC Deep Hole Drilling Machine with milling function supports two drilling methods.
- BTA drilling: cutting oil is fed through the gap between the oil pressure head, tool bar, and hole wall, then exits via the tool bar's inner hole together with chips. The workpiece and tool rotate relative to each other.
- Gun drilling (external chip discharge): cutting oil is supplied through a rotary joint at the spindle tail end of the drill pipe box, travels through the tool bar's inner hole to the cutting area, and discharges with chips through the gap between the V-shaped groove and the hole wall.
Gun drilling and BTA share one spindle set. Switching between modes requires manual tool change, auxiliary tool replacement, and oil circuit switching.
This ZSK2605 also has a milling function; milling and drilling share the same spindle.
The machine processes workpieces with coordinate hole distribution – workpiece fixed, tool rotating and feeding.
Drilling ranges:
- Gun drill: Φ3–Φ25 mm
- BTA: Φ25–Φ50 mm
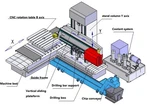
Axes:
- Z-axis: controlled drilling depth 1500 mm
- X-axis: lateral workpiece movement, servo, stroke 2500 mm
- Y-axis: vertical tool movement, servo, stroke 1500 mm
- W-axis: column-to-workpiece distance, servo, stroke 800 mm
- A-axis: tool swing angle, up 20°, down 26°
- B-axis: workpiece indexing, servo, work surface 2.2 m × 1.6 m, load capacity 20 tons
CNC system: SIEMENS-828D

2. Machining accuracy
- Hole skewness: 0.1 mm/100 mm
- Roughness: Ra 1.6–6.3 μm
- Aperture accuracy: IT7–IT11
3. Workpiece machining process description
(1) Mount workpiece to special fixture and align.
(2) X, Y, W, and B axes move to drilling position; guide frame tightened against workpiece end face.
(3) Turn on high-pressure pump group of cooling system.
(4) Start drill pipe box to drive tool rotation.
(5) Z-axis feed system drives tool feed.
(6) Upon reaching set depth, stop cooling, retract tool, release guide frame.
(7) Move to next drilling position and repeat steps (2) to (6) for subsequent holes.

MACHINE MAINLY PARAMETERS :

- Main Features of Machine Tools
(1) With gun drilling technology, operations that usually require drilling, reaming, and boring can be completed in a single pass while still meeting the required machining accuracy and surface roughness.
(2) Key components such as the bed and box are made of high-quality cast iron.
(3) The machine tool has six axes, allowing it to machine workpieces with hole positions arranged in a coordinate pattern.
- X-axis: moves the workpiece sideways, servo-controlled.
- Y-axis: moves the tool up and down, servo-controlled.
- Z-axis: moves the tool lengthwise, servo-controlled.
- W-axis: adjusts the distance between the column and the workpiece, servo-controlled.
- A-axis: controls the tool swing angle.
- B-axis: indexes the workpiece, servo-controlled.
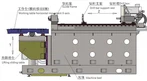
(4) The Z-axis (drill pipe box movement) uses roller-type heavy-duty linear guides. The Y-axis (vertical tool movement) also uses roller-type heavy-duty linear guides. The X-axis (transverse worktable movement) uses the same type of linear guides. The W-axis and the A-axis use sliding guides.
(5) A dedicated cooling system delivers high-pressure, high-flow, and high-cleaning cutting fluid for deep-hole drilling.
- Automatic chip conveyor: removes chips automatically and performs initial oil-chip separation.
- Oil temperature controller: keeps cutting fluid at a stable temperature to avoid fluid degradation.
- Filtration system: uses mesh and paper tape filters to improve fluid cleanliness.
- High-pressure pump unit: provides adjustable flow and pressure to supply cutting fluid to the tool.
(6) Tool feed is driven by a servo motor via a ball screw. Tool rotation is driven by a servo spindle motor. Both feed and rotation allow stepless speed adjustment.
(7) The machine tool includes protection functions for cooling system pressure, fluid level and temperature, tool condition, and travel limits.
(8) With CNC control, the machine offers high automation, good usability, high work efficiency, precise results, and safe, reliable operation.
(9) The main machine comes with full guarding as standard.
(11) A foot pedal is installed inside the machine guard to make operation easier.
(12) The CNC control panel is mounted on the machine guard. The flow adjustment and display of the cooling system are located near the CNC control panel.
(13) The chip removal system is positioned at the front.
Machine standard Configuration :

If there is any interest , Pls feel free to contact me !
Bonnie info@dzguanlu.com /+8615153489983
Hot Tags: zsk2605 six axis cnc deep hole drilling machine with milling function, China, suppliers, manufacturers, factory, customized, price, cheap, company, cost, for sale
You Might Also Like